
Představte si 3D tisk jako mapu s vrstevnicemi po kterých jezdí tryska a nanáší roztavený plast v jednotlivých vrstvách (FFF). Díky naprogramování tisku (model, šíře vrstvy, výplně), vlastností použitého filamentu a kvality tisku samotné 3D tiskárny, lze získat nepřeberné množství výrobků s různými možnostmi použití, od jednoduchých krabiček k deskovým hrám k namáhaným strojním součástkám.
Typy tiskáren
- FFF (fused filament fabrication): výroba tavením filamentu. Vstupní materiál (filament) je taven v tiskové hlavě a nanášen tryskou v naprogramovaných, přesných, tenkých vrstvách na výsledný produkt.
- Výhody: nízká cena, velké množství vstupních materiálů různých vlastností
- Nevýhody: menší přesnost (šíře vrstvy od 0,2 mm), hrubší povrch produktu (jednotlivé vrstvy jsou viditelné)
- Disponujeme FFF tiskárnami Creality Ender o tiskové ploše 220 x 220 x 250 mm, Creality Ender 5 plus s tiskovou plochou 350 x 350 x 400 mm a Průša MK3S.
- SLA (stereolitografie): výroba vytvrzením fotoreaktivní pryskyřice (laserem, diodou).
- Výhody: detailnost zpracovaného produktu (šíře vrstvy 0,02mm) , vysoká přesnost "tisku"
- Nevýhody: délka tisku, malá tisková plocha, post processing
- Disponujeme SLA tiskárnou Anycubic photon
Pojďme si představit jednotlivé složky 3D tisku v kostce...
Nastavení FFF 3D tiskárny
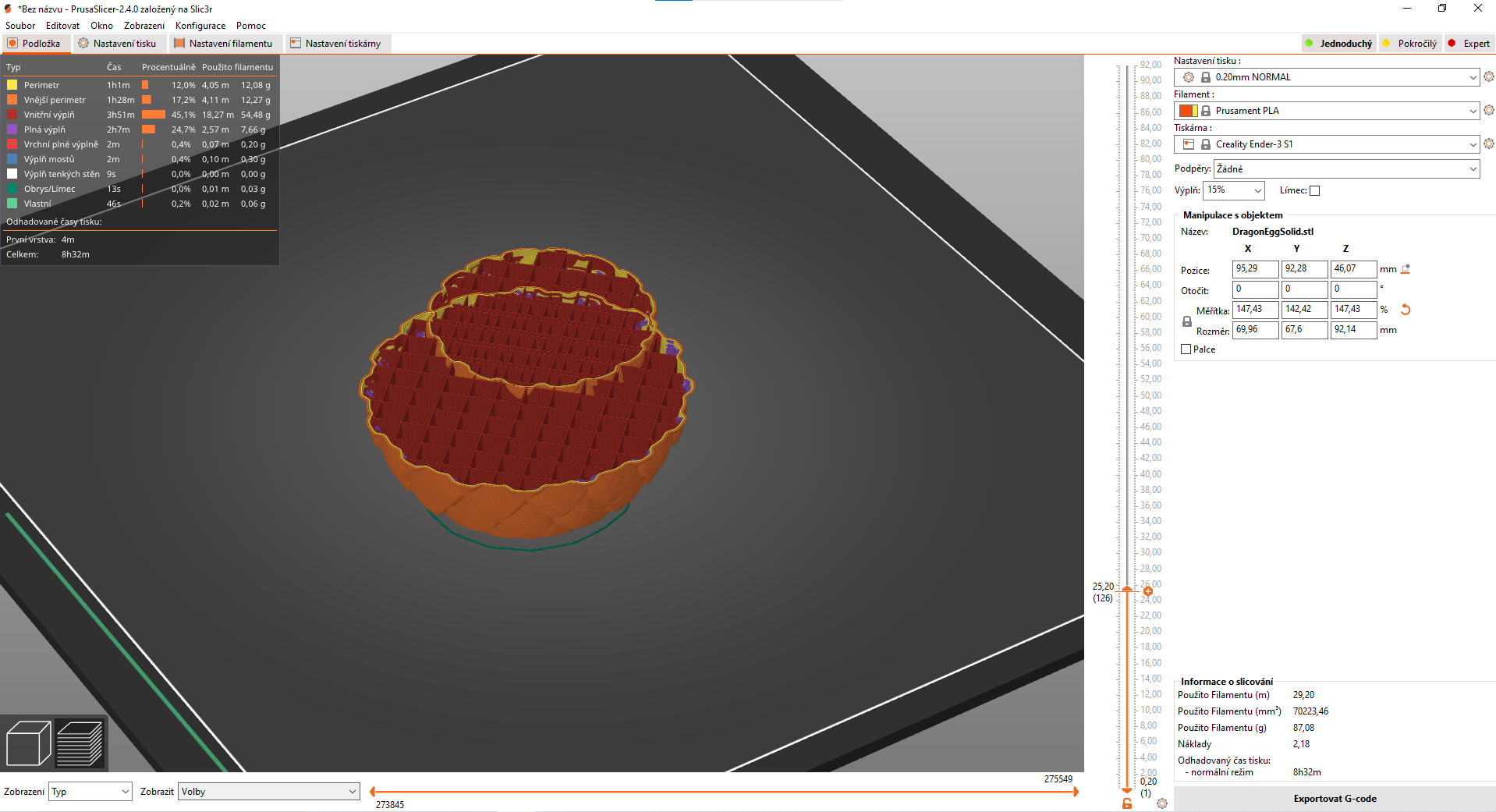
- Model: vše samozřejmě začíná u modelu, který chcete vyrobit, ať už vlastní vymodelovaný pomocí CAD SW, nebo z různých databází ve formátu STL. Musíte dopředu vědět co od něj očekáváte a rozhodnout se jaké by měl mít vlastnosti (např. rozměr, mechanická odolnost, detaily provedení, doba tisku, apod.) Vše lze nastavit v počítačovém programu tzv. Sliceru.
- Šíře vrstvy: v řádech desetin milimetru, 0,14 - 0,24 mm (náš standard 0,2 mm), určuje detailnost zpracování a hrubost produktu
- Výplň: určuje kolik vstupního materiálu bude ve vnitřních částech modelu a jeho strukturu (standard 10-20 %)
Druhy filamentů pro FFF 3D tiskárny
- PLA (kyselina polymléčná): jinak biologicky rozložitelný plast z cukrové třtiny, kukuřice nebo brambor. Snadno tisknutelný materiál s dostatečnou odolností pro běžné používání (vyzkoušeno vlastními dětmi).
- Výhody: jednoduché nastavení tisku, malá náchylnost k tiskovým chybám, obrovská škála barev a příměsí např. dřevěných, bronz (bronzefill), ocel (steelfill), díky kterým produkty získají jedinečnou texturu
- PET-G (Polyethylentereftalát): nejběžněji používaný plast (láhve, oblečení, apod.)
- Výhody: vysoce odolný vůči nárazu, možnost recyklace, certifikace pro styk s potravinami
- Nevýhody: nastavení tisku, náchylný k poškrábání, vyšší cena, méně variací filamentu
- ABS (akrylonitrilbutadienstyren): filament s vysokou teplotní odolností a tuhostí, využíváme především pro zakázky ze strojního průmyslu
- Výhody: odolnost, lze upravit povrch produktu (mechanickou či chemickou cestou - rozpustné v acetonu), pružnost, možnost recyklace
- Nevýhody: náročnost na techniku tisku, při chladnutí se smršťuje, není vhodný pro styk s potravinami
| PLA | ABS | PET-G | |
| Teplota trysky | 180 - 230 °C | 210 - 250 °C | 220 - 260 °C |
| Teplota podložky | 20 - 60 °C | 80 - 110 °C | 60 - 90 °C |
| Tisková podložka | Nepovinná | Povinná | Doporučuje se |
| Komora při tisku | Nepovinná | Doporučuje se | Nepovinná |
| Přilnutí první vrstvy | Dobré | Drobné problémy | Drobné problémy |
| Výpary | Skoro žádné | Silné | Silné |
| Absorbce vlhkosti | Ano | Ano | Ano |
| Youngův modul (GPa) | 3,5 | 2,4 | 2,2 |
| Modul pružnosti (GPa) | 4 | 2,2 | 1,9 |
| Pevnost v ohybu (MPa) | 80 | 65 | 64 |
| Poměr pevnosti k hmotnosti (kN*m/kg) | 40 | 31-80 | 42 |
| Pevnost v tahu (MPa) | 110 | 37-110 | 53 |
| Odolnost proti nárazu (J/m) | - | 70-370 | 77 |
| Tvrdost Rockwell R | - | 94 | 108 |
| Teplota skelného přechodu (°C) | 60 | 105 | 81 |
| Deformace při teplotě (°C) | 65 | 100 | 70 |
| Teplota tání (°C) | 160 | - | 140 |
| Tepelná kapacita (J/kg*K) | 1800 | 1470 | 1200 |
| Tepelná vodivost (W/m*K) | 0,13 | 0,17 | 0,29 |
| Tepelná difuzivita (m^2/s) | 0,058 | 0,12 | 0,19 |
Nedokonalosti 3D Tisku
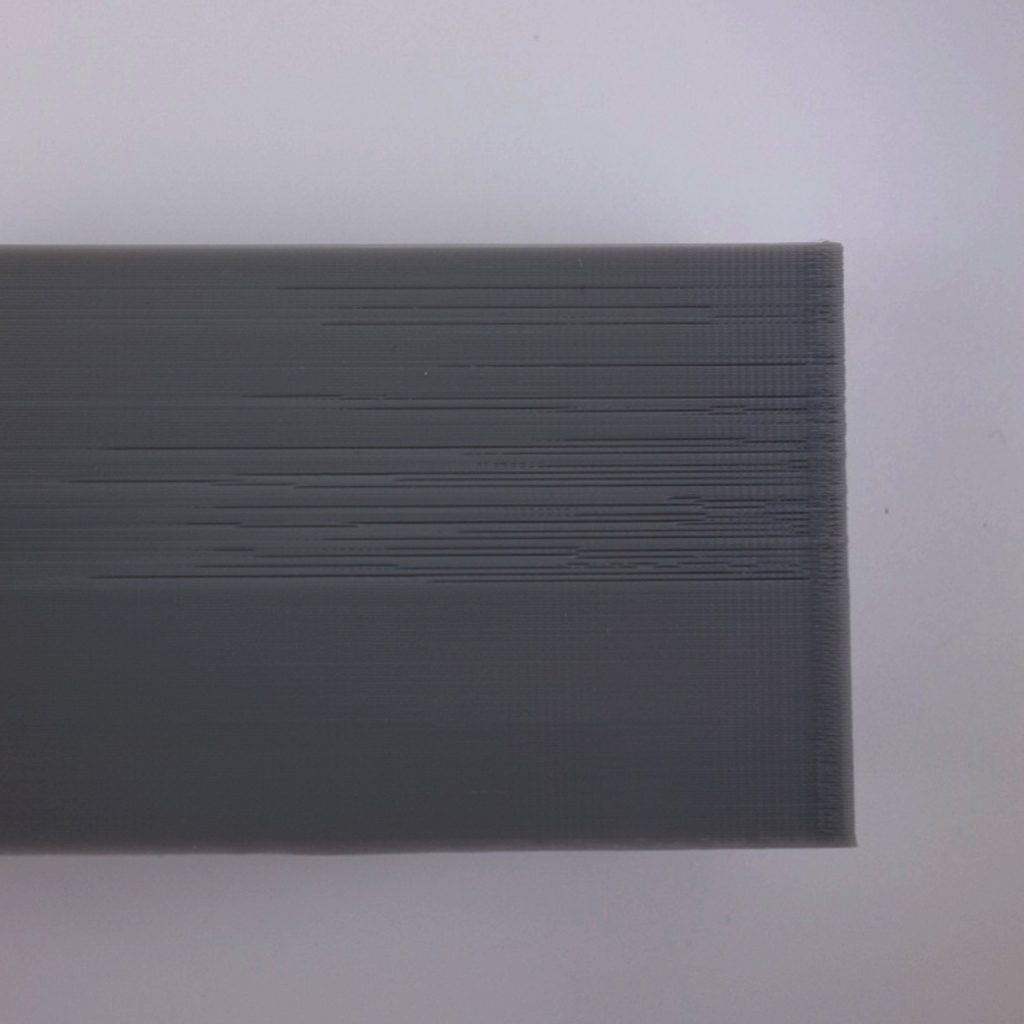
Ani 3D tisk není dokonalý. Jednotlivé produkty se tisknou docela dlouhou dobu během které se může pokazit spousta věcí. Nechytne se nebo rovnou odskočí vrstva, nepřesně napojené nebo hodně viditelné "přejetí" trysky, zvednutí produktu z podložky, tvorba spečenin apod. U levných filamentů může extruder narazit na dutinku ve vlákně, i v takovém případě je to na finálním výrobku vidět. Takové produkty ihned odepisujeme.
- Příklad špatné návaznosti materiálu
V případě lehčích vad, uvedeme produkt jako 2. jakost s detailním popisem vady a odpovídající cenou.
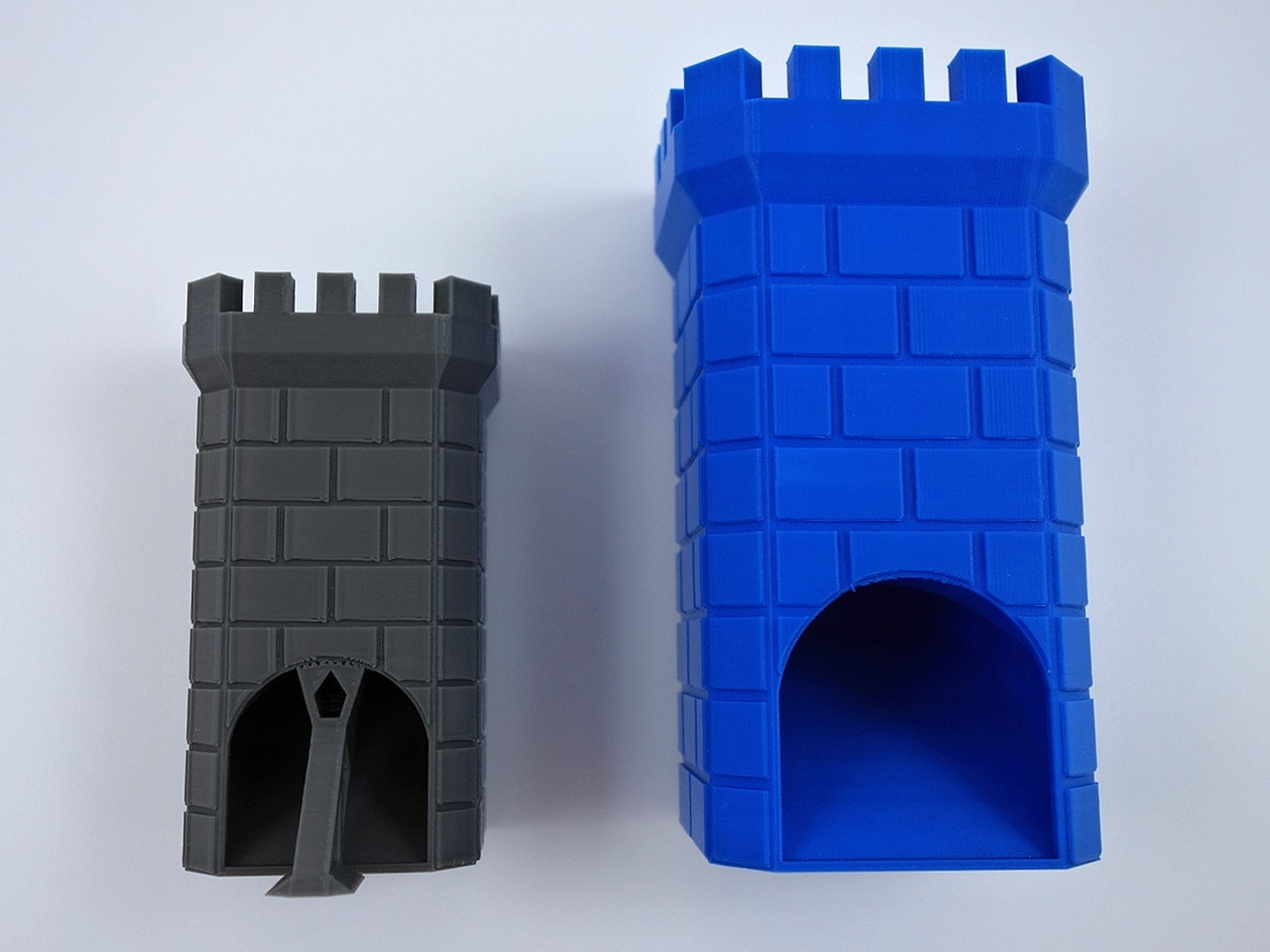
Ikdyž se snažíme dělat modely a nakonfigurovat tisk tak, aby nebylo potřeba podpor (lehce odlomitelné části, které drží strukturu nad ní, např. průčelí věží), jsou modely u kterých se tomu nevyhneme, roztavený materiál by padl na spodní vrstvu. Pod podporou se struktura taveného materiálu lehce mění a jednotlivá vlákna jsou více viditelnější - nejedná se o vadu produktu.
- Příklad tisku podpor a detail po odstranění
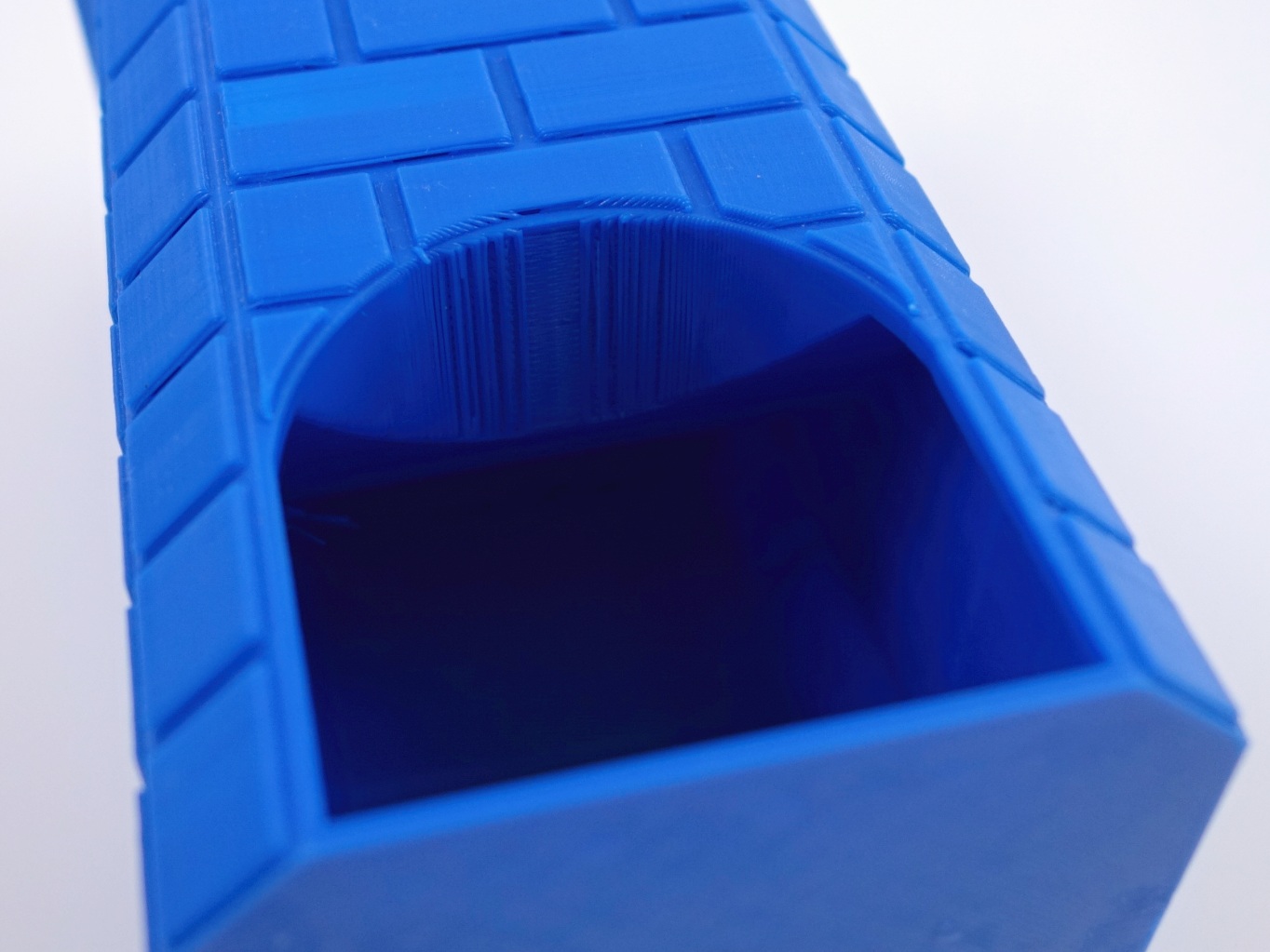
V místech, kde dochází ke změně směru nebo výšky tisku vzniká tzv. šev, kde dochází ke zvýraznění nebo naopak úbytku materiálu. Toto místo však nemá na celistvost výrobku vliv a jde pouze o zanedbatelnou viditelnou "vadu". Toto místo se dá eliminovat upravením modelu, kdy dochází k přechodu např. v rozích, kde tento jev není viditelný, ale u oválných modelů nelze tento jev eliminovat.
- Příklad surového a očištěného výrobku
